
Metallic Sciences
THE END OF THE GRAIN BOUNDARY
METALLIC SCIENCES // LAKS INDUSTRIES
"We do not cook metal. We program it. Every atom placed, every lattice calculated, every boundary erased."
01 — The Philosophy: Escaping the Bronze Age
For 5,000 years, metallurgy has been a clumsy art of "Heat and Beat." We dig rocks out of the ground, melt them into a soup, stir in some carbon, and hope the mixture cools down without too many cracks. Even our best aerospace titanium is, at the atomic level, a mess—full of voids, impurities, and chaotic grain boundaries.
Metallic Sciences rejects the concept of smelting. We have moved from Materials Discovery (finding what works) to Materials Design (telling nature what to be). Our goal is the total subjugation of the atomic lattice: place every Iron, Carbon, and Titanium atom exactly where it belongs, creating materials that are mathematically perfect.
Civilisations are defined by what they can build with. The Stone Age. The Bronze Age. The Iron Age. The Silicon Age. We are launching the Lattice Age.
02 — The Tyranny of Entropy
Why does steel break? Why does copper melt? Why do magnets lose their charge? The answer is always entropy—the chaotic arrangement of atoms.
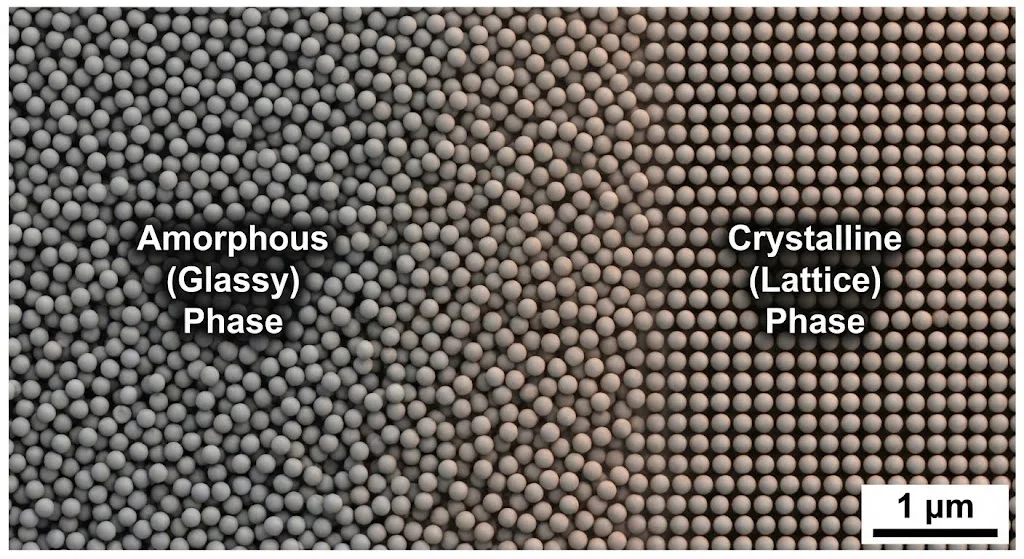
Fig. 2.1 — Gradient grain architecture: programmed crystal structure vs chaotic natural cooling
03 — The Four Foundries
You cannot process Carbon (covalent bonds) in the same machine you use for Titanium (metallic bonds). The physics of assembly are fundamentally different. Metallic Sciences is organised into four specialised facilities, each optimised for its bond type and crystal growth method.
04 — The C-Forge Omega: Total Carbon Dominion
The C-Forge is not just a foundry. It is a layered facility designed to strip carbon down to its isotopes and rebuild it, atom by atom if necessary, or layer by layer for speed. It bridges the gap between bottom-up atomic assembly and top-down industrial throughput. If you control carbon purity and structure absolutely, you render most other materials obsolete.
To a chemist, carbon is a non-metal. To Laks Industries, everything heavier than Helium is a metal. Graphene conducts electricity better than copper. Diamond under 50-Tesla confinement behaves metallically. We keep the name "Metallic Sciences" as a display of arrogance. It tells the world: we can make charcoal behave like steel. To us, it is all just lattice.
The Facility
Buried 500 metres underground in a seismically inert craton. The core fabrication chamber floats on active magnetic dampers, decoupled from bedrock to eliminate tectonic vibration. The core is an Ultra-High Vacuum environment (10−12 Torr) provided by Vapor Vacuum—essential for preventing oxygen or hydrogen contamination which ruins the lattice structure. Power: a dedicated Stellar Furnace "Lantern" unit provides gigawatts of ripple-free electricity. A 50ms brownout would ruin a month-long diamond growth cycle.
The Isotope Feed
Standard industrial carbon is ~99% Carbon-12 and ~1% Carbon-13. Not good enough. C-13 impurities scatter phonons, reducing thermal conductivity in diamond and disrupting electron flow in graphene. Before entering the forge, methane gas (CH4) undergoes centrifugation to produce 99.9999% pure 12C feedstock. This "isotopically silent" carbon is the gold standard for thermal and quantum applications. Matter Kitchen synthesises the methane atom-by-atom to guarantee purity at the source.
The Omni-Phase Reactor
Unlike standard machines that do either graphene or diamond, the Omni-Phase Reactor uses a Dynamic Phase Control Field. A Highfield Magnetics 50-Tesla confinement field simulates pressure without a physical anvil—squeezing carbon plasma into a solid state, then releasing to float a graphene layer on top, all in the same chamber. It controls pressure, temperature, and magnetic confinement simultaneously to navigate the carbon phase diagram at will.
The source is an ion beam deposition array: a high-current ion source accelerates carbon ions through a magnetic mass analyser that ensures literally nothing but 12C+ ions enter the deposition zone.
The Three Growth Zones
The Millipede (100 Million Hands)
For atomically precise structures, we cannot rely on random chemical reactions. The "Millipede" is a wafer-scale MEMS array with 100 million independent Scanning Tunnelling Microscope (STM) tips operating in parallel. These tips don't just image—they apply voltage pulses to position individual carbon atoms or remove mistakes. Mechanosynthesis. The wiring challenge (100 million control signals out of a vacuum chamber without heat leak) is solved by a custom Cryo-CMOS ASIC from Aetheric Sciences, using diamond NV-centre logic that operates at any temperature. Foundation Kinetics builds the physical array—to them, the tips are just microscopic Scarabs.
The Atom-Splicer AI
Human operators cannot control 100 million tips. The Aetheric "Monolith" runs a sub-atomic simulation of the forge in real time, predicting where each carbon atom will settle before it lands. It monitors Raman spectroscopy live—if a vibration indicates a Stone-Wales defect, the AI autonomously directs the nearest STM tip to eject the offending atom within microseconds. The system is self-correcting at the speed of physics.
Applications of Total Carbon Control
05 — The Four Ages of Metal
We have categorised the future of materials into four distinct tiers of mastery, each representing a deeper level of control over the atomic lattice.
06 — The Atomic Forge: Manufacturing
Our foundry does not look like a foundry. There is no smoke, no fire, no sweating men with tongs. It looks like a cleanroom. At its heart sits the Instaforge IF-1—a volumetric induction chamber that does not forge objects; it collapses metal into shape.
Fig. 5.1 — The Instaforge IF-1 volumetric chamber
Phase 1: Atomisation
Raw ore is dissolved into a plasma cloud using Maxwell Continuum high-powered lasers.
Phase 2: Isotope Sorting
The plasma spins in a Highfield centrifuge. We separate isotopes by weight. Delete the Carbon-13. Keep the Carbon-12. Delete the Iron-54. Keep the Iron-56. This is the 9N standard in action.
Phase 3: Deposition
Inside the Vapor Vacuum chamber, magnetic nozzles spray atoms onto the target surface layer by layer. Industrial Mode: 1 metre/second. Atomic Precision Mode: 1 millimetre/hour.
Phase 4: Volumetric Induction (The IF-1)
This is not layered 3D printing—that is anisotropic (stronger in X/Y than Z). The IF-1 works in bulk. Alloy powder is suspended in vacuum. A 50-Tesla pulse from Highfield Magnetics coils fires. The Lorentz Force compacts the powder to 100% density in microseconds, while a simultaneous induction shock fuses the lattice. There are no layers. It is a single, solid object.
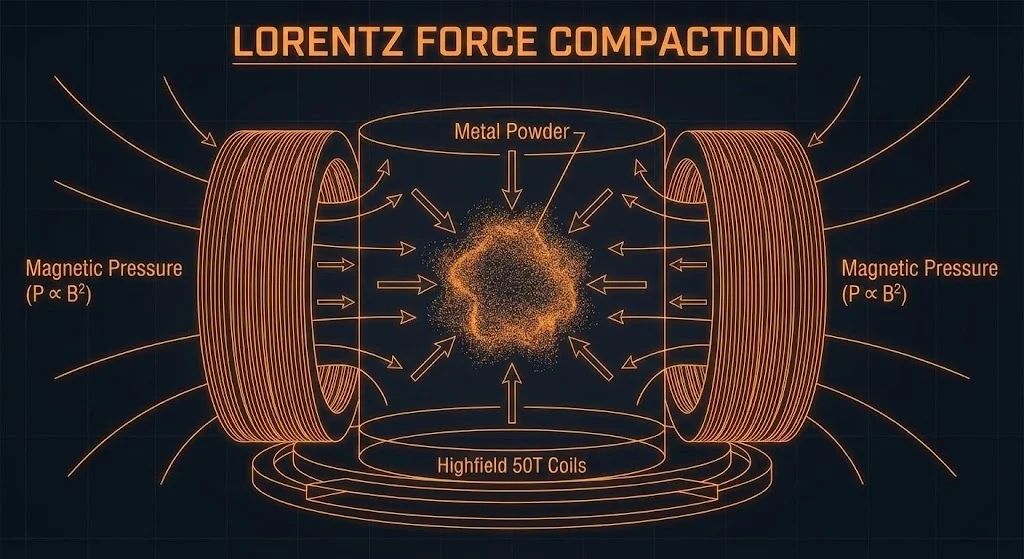
Fig. 5.2 — Lorentz Force compaction: 50-Tesla electromagnetic forming
Phase 5: Tempering
The finished object passes through Highfield coils to align magnetic domains, ensuring the soul of the metal is coherent. By cooling at 106 K/s, we access Metastable Phases that cannot exist in traditional forging—amorphous steel (metallic glass) in the centre of a part while keeping the surface crystalline. We program the grain structure like code.
07 — The Catalog: Dialling It Back
We forge the impossible, but we sell the practical.
| PRODUCT | TARGET | THE FEATURE | THE SPEC |
|---|---|---|---|
| Laks-Structural | Skyscrapers, Bridges | "Featherweight" — Titanium honeycomb foam. Floats on water, holds up a building. | Yield: 5,000 MPa (10× steel) |
| Laks-Thermal | Stellar Reactors, Re-entry | "Zero-Creep" — Stays rigid until the second it vaporises. | Melt: >4,000°C |
| Laks-Conductive | Fermat Maglevs, Grids | "Infinite Loop" — Lossless power through a wire the width of a hair. | R = 0.00 Ω at −50°C |
| Laks-Exotic | Brainwave Systems, Military | "Bio-Gold" — Lattice matches human neural proteins. The body thinks it's bone. | 100% biocompatibility |
| Laks-Glass | Lorentz Ships, Habitats | "Invisible Armour" — Transparent single-crystal aluminium. | Stops railgun rounds |
| Omni-Steel | Deep Space, Reactors | "Chaos Alloy" — Stronger at absolute zero. Self-healing lattice. | 5-element HEA |
08 — The Perfect Sword (Investor Demonstration)
This is the standard Metallic Sciences demonstration for high-value investors. The challenge: create a blade with an edge width of 1 atom (obsidian sharpness) but the durability of tank armour (tungsten toughness), perfectly balanced, with zero impurities. Duration: 0.8 seconds.
FIELD Highfield Magnetics engages a 50-Tesla shaping field. Plasma suspended in the shape of a sword.
ALIGN Aetheric Sciences calculates the perfect lattice structure in real time.
FLASH Phase Flash fires. Plasma cooled from 5,000°C to −200°C in a nanosecond.
LOCK Atoms freeze instantly into the pre-calculated lattice. No time to form random grains.

Fig. 7.1 — Benchmark "Prototype-01": the mono-crystalline blade
The blade is effectively a single molecule. It rings like a bell for 3 minutes if you flick it. It can cut through a standard steel I-beam without dulling. A sword that requires contradictory properties—an atomically hard Martensite edge for cutting, and a flexible Pearlite spine for shock absorption—produced by controlling the thermal gradient and crystal lattice of every cubic millimetre simultaneously.
Edge Width .......... 1 atom (mono-crystalline)
Spine ............... Pearlite (shock-absorbing)
Forge Time .......... 0.8 seconds
Grain Boundaries .... 0
Purity .............. 9N (99.9999999%)
Bell Ring ........... 180 seconds
I-Beam Test ......... Pass (no dulling)
Price ............... Priceless (demo only)
APPENDIX A — REFERENCES & PRIOR ART
- High-Velocity Metal Forming: The Lorentz Force Method — Daehn, G.S. ASM Handbook, Vol 14B (2006)
- Flash Sintering of Ceramic and Metallic Materials — Raj, R., et al. Scripta Materialia (2011)
- Bulk Metallic Glasses: At the Cutting Edge of Metals Research — Johnson, W.L. MRS Bulletin (1999)
- Gradient Microstructure Engineering via Localised Thermal Shock — Laks Internal Research Review (Restricted)
- Czochralski Method — single-crystal growth by melt-pull for sapphire, silicon, and YAG boules
- Bridgman Technique — directional solidification for single-crystal superalloy turbine components
- Chemical Vapor Deposition (CVD) — epitaxial diamond and graphene growth from methane plasma
- High-Entropy Alloys — equimolar multi-principal-element lattice design for crack-resistant materials
09 — Integration
Highfield Magnetics — the 50-Tesla coils that power the IF-1 Lorentz Force compaction, isotope-separation centrifuge, and magnetic domain tempering.
Vapor Vacuum — the clean vacuum environment for all deposition, atom-by-atom alloy construction, and "forbidden" alloy synthesis.
Phase Flash — nanosecond quenching from 5,000°C to −200°C that locks the pre-calculated lattice before grains can form.
Aetheric Sciences — real-time lattice calculation for the IF-1 shaping field. Diamond wafer substrate from the C-Forge.
Maxwell Continuum — the high-powered lasers that atomise raw ore into plasma. YAG laser gain medium crystals grown in the Transparent Works. Photonic Dam "light-molds" for zero-waste casting.
Stellar Furnace — 1.2 GW peak power supply for the IF-1. Tungsten carbide heat shielding and Laks-Thermal alloys for reactor containment.
Lorentz Aerospace — transparent titanium cockpit canopies (Laks-Glass), SX superalloy drive components, graphene hull coating from the C-Forge.
Foundation Kinetics — featherweight titanium frames for robotic actuators, carbon nanotube muscle cables.
Brainwave Systems — bio-compatible gold electrodes with lattice geometry matched to human neural proteins.
Fermat Logistics — Laks-Conductive superconducting wire for maglev rail infrastructure.
Highfield Magnetics → Vapor Vacuum → Phase Flash → Aetheric Sciences → Maxwell Continuum → Stellar Furnace → Lorentz Aerospace → Foundation Kinetics → Brainwave Systems → Fermat Logistics → Modular Habitats →
10 — The Four Foundries: Deep Dive
Each of the Four Foundries is engineered for a specific thermodynamic regime and crystal-growth physics. What appears in the overview as four parallel tracks is, in practice, four entirely distinct disciplines — separated by atmosphere, temperature envelope, contamination model, and output geometry. Here they are in full technical detail.
The Vacuum Arc Foundry is the cleanest melt environment in the Laks network. A consumable electrode — pre-alloyed to target composition — is suspended above a water-cooled copper crucible inside a hard vacuum chamber held below 10−6 torr. A DC arc is struck between the electrode and the pool below. The electrode tip melts, drips, and recrystallises in a controlled thermal gradient. Dissolved hydrogen, nitrogen, and oxygen are boiled off under vacuum. Macro-segregation — the banding of heavy and light elements as a conventional ingot solidifies — is eliminated by the controlled, progressive freeze front.
The result is a homogeneous ingot with near-zero inclusion count and no dissolved gas content. This is the only process by which the Laks 9N purity standard can be achieved at scale for metallic alloys. Triple-melt sequences (three successive VAR runs on the same ingot) reduce macro-segregation to undetectable levels in even the most segregation-prone nickel superalloy systems.
Aerospace-grade titanium alloy ingots (Ti-6Al-4V, Ti-6242, Ti-1023). Nickel superalloys (IN718, Waspaloy, René 88DT). Specialty bearing steels. Zirconium for nuclear cladding.
CAPACITY40-ton ingots maximum. Chamber diameter: 1.2 metres. Arc current: up to 40 kA DC. Melt rate: 200–500 kg/hr depending on alloy system.
SUPPLIED TOLorentz Aerospace (structural airframe stock), Foundation Kinetics (actuator drive shafts), Modular Habitats (load-bearing skeleton extrusions).
Refractory metals present a contamination paradox: they must be melted above 2,600°C, but no conventional crucible can survive that temperature without dissolving into the melt. The Levitation Foundry resolves this by eliminating the crucible entirely. A sample of up to 150 g is suspended in the node of an opposing RF coil field — the same electromagnetic principle used in induction heating, but shaped into a containment geometry. The levitated droplet melts, mixes, and cools in mid-air.
For larger production runs, the Foundry uses cold-wall induction skull melting — the charge melts inside a water-cooled copper skull that forms its own solidified liner. The outer millimetre of metal remains solid; the interior is fully liquid and contamination-free. Casting is achieved by tilting the skull and pouring into a preheated mould.
Refractory metals and their composites: pure tungsten (W), tungsten-rhenium (W-Re), molybdenum-rhenium (Mo-Re), rhenium metal, and niobium-hafnium alloys. All produced with zero crucible oxide contamination.
CAPACITYEML batch: 5–150 g per melt. Cold-wall skull: up to 500 kg pour weight. RF frequency: 200–400 kHz. Temperature ceiling: 3,800°C (tungsten liquidus plus 400°C superheat).
SUPPLIED TOHighfield Magnetics — pure tungsten-rhenium coil wire substrates for superconducting magnet windings, where any oxide inclusion creates a flux pinning anomaly. Foundation Kinetics — molybdenum-alloy actuator components rated for high-cycle fatigue at 1,200°C service temperature.
A turbine blade operating at 1,100°C is under constant centrifugal load, thermal gradient, and oxidising gas attack simultaneously. The weak point is always the grain boundary — where two randomly oriented crystal domains meet, creep begins. The Crystal Foundry eliminates this failure mode by ensuring there are no grain boundaries at all.
Investment-cast blade preforms are loaded into Bridgman furnaces: a hot zone maintained above the liquidus, a cold zone maintained below the solidus, separated by a sharp thermal gradient baffle. The part is withdrawn through the gradient at 3–6 mm/hr. Solidification advances as a single front, guided by a spiral grain selector at the root that allows only one crystal orientation to propagate up the full blade height. The result: a part that is, crystallographically, a single object.
Gradient control is held to ±0.1°C/cm across the working height. Withdrawal rate variation is limited to ±0.02 mm/hr. Any deviation produces a stray grain — detectable by X-ray tomography — which condemns the part. Yield per furnace run: ~94% at current process maturity.
Single-crystal nickel superalloy blades (CMSX-4, CMSX-10, René N6). Columnar-grained vane segments. DS superalloy combustion liners. Silicon carbide monocrystal substrates.
CAPACITY16-position Bridgman furnace array. Thermal gradient: up to 50°C/cm. Withdrawal rate: 1–10 mm/hr. Part length: up to 600 mm. Operating temperature: 1,350–1,480°C (alloy-dependent).
SUPPLIED TOLorentz Aerospace — single-crystal turbine blades for all propulsion platforms, from subsonic fan stages to scramjet pre-cooler elements. Internal research — SX blade morphology data feeds the Atom-Splicer AI training corpus.
Ceramics cannot be melted and poured. They fracture under thermal shock, crack under point loads, and oxidise at surfaces. Making them useful requires building them from the inside out. The Ceramic Foundry uses two routes: Chemical Vapor Infiltration for composite structures, and Hot Isostatic Pressing for monolithic ceramics.
In CVI, a woven fibre preform — silicon carbide, carbon-carbon, or oxide-oxide — is placed in a reactor vessel. Precursor gases (methyltrichlorosilane for SiC, propane for carbon) flow through the preform at 900–1,100°C. The gas decomposes and deposits matrix material into the fibre interstices, layer by nanometric layer. The process takes 100–400 hours per batch. The result is a Ceramic Matrix Composite (CMC) with fibre-reinforced toughness — no longer brittle in the conventional sense.
For ALON transparent armor, powders of aluminium oxynitride spinel are HIP'd at 1,800°C under 200 MPa argon pressure, eliminating all porosity. The resulting tiles are optically transparent and ballistically rated. 85% optical transmission is achievable at 50 mm panel thickness — the Laks-Glass specification for shipboard viewports and armoured observation posts.
SiC/SiC CMC panels and tubes. C/C-SiC brake discs and re-entry TPS tiles. ALON transparent armor tiles (Laks-Glass). Boron carbide and silicon carbide ballistic inserts. Alumina-zirconia wear components.
CAPACITYCVI reactors: 4 × 1.2 m³ vessels. HIP vessel: 650 mm bore, 200 MPa, 2,000°C maximum. Infiltration cycle time: 100–400 hours. HIP cycle: 6–12 hours per batch.
SUPPLIED TOStellar Furnace — plasma-facing CMC divertor tiles and first-wall cladding panels, replacing tungsten where thermal shock resistance is the governing design parameter. Modular Habitats — ALON structural panels for exterior hull sections requiring both optical clarity and meteoroid impact resistance.
11 — C-Forge Omega: Integrated Processing Cell
Each of the Four Foundries is a world-class facility in isolation. The C-Forge Omega is what happens when they are unified into a single machine. It is the most ambitious piece of materials processing equipment ever built — a 200-ton integrated cell that can become any foundry, in sequence, without breaking atmosphere or moving the workpiece.
The engineering premise: advanced components increasingly require multiple processing steps from incompatible regimes. A turbine blade that must begin as a single crystal (Bridgman), receive a thermal barrier coating via CVD, and then be densified under HIP pressure — without contamination between steps — must currently travel between three separate facilities, with handling risk at each transfer. The C-Forge Omega collapses this into one chamber and one cycle.
Chamber Architecture
The primary processing volume is a 2.4-metre-diameter spherical chamber fabricated from electron-beam-welded 316L stainless with an internal molybdenum liner. The chamber wall is triple-jacketed: coolant water, vacuum interspace, and thermal insulation foam. Four interchangeable process heads dock at cardinal ports — the VAR electrode assembly, the EML RF coil stack, the Bridgman gradient furnace insert, and the CVI precursor gas manifold. Switching between modes requires 90 minutes of head-swap and purge sequencing.
Mode Switching Sequence
MODE B Levitation — RF coil stack inserted. Molten droplet levitated for homogenisation and degassing.
MODE C Crystal Growth — Bridgman furnace insert docked. Controlled directional solidification initiated. Rate: 3–6 mm/hr.
MODE D CVI / HIP — precursor gas manifold engaged. Ceramic coating or densification applied to finished metallic substrate.
COMPLETE Raw feedstock to finished, coated, fully dense alloy component. No atmospheric breaks. No inter-facility transfers.
Key Parameters
The 72-Hour Cycle
From raw feedstock ingot to a finished, single-crystal, CMC-coated alloy component: 72 hours. This is the Omega's headline specification and the figure that defines its commercial advantage. Compared to the 3–6 weeks required to route a part through sequential stand-alone facilities — with freight, handling, atmospheric exposure, and reinspection at each stage — the Omega compresses the full processing timeline by a factor of approximately 8×. For low-volume, high-value components (turbine blades, fusion divertor tiles, transparent armor panels), the economics are decisive.
Phase 01 (0–8 hrs) ........... VAR melt + triple-homogenisation
Phase 02 (8–10 hrs) .......... EML levitation degassing + composition trim
Phase 03 (10–52 hrs) ......... Bridgman directional solidification
Phase 04 (52–68 hrs) ......... CVI ceramic infiltration / HIP densification
Phase 05 (68–72 hrs) ......... Atmospheric return + NDT inspection
Output ...................... Finished component, zero inter-facility transfers
Atmosphere breaks ........... 0
12 — The Alloy Library: Proprietary Compositions
Metallic Sciences does not catalogue alloys by ASTM designation. Every alloy in the Library is a proprietary composition engineered for a specific Laks Industries application — named by internal MS series number and characterised by the problem it was designed to solve, not the elements it contains. The philosophy: the name of the alloy is the requirement it fulfils.
MS-7 is a gamma-TiAl intermetallic compound — a specific stoichiometric phase of titanium and aluminium where the two elements lock into an ordered superlattice rather than a random solid solution. Conventional titanium alloys lose half their yield strength above 600°C. MS-7 retains structural integrity to 850°C while delivering a density of 3.9 g/cm³ — barely above aluminium, half the weight of nickel superalloys currently used in the same temperature envelope.
The alloy is produced via the Crystal Foundry using a modified Bridgman cycle tuned for lamellar colony alignment: the gamma/alpha-2 lamellar structure is oriented parallel to the primary loading axis, maximising creep resistance in the intended service geometry. Post-growth, the part undergoes hot isostatic pressing in the Ceramic Foundry to close any residual inter-lamellar porosity.
Application: Lorentz Aerospace low-pressure turbine blades and thrust chamber structural rings — stages where the temperature exceeds conventional titanium capability but does not demand the full weight and cost penalty of nickel superalloy. MS-7 saves approximately 38% mass in these stages versus the nickel baseline.
Density: 3.9 g/cm³. Service temperature ceiling: 850°C. Yield strength at 700°C: 480 MPa. Oxidation resistance: inherent Al₂O₃ scale. Production route: Crystal Foundry Bridgman + Ceramic Foundry HIP.
MS-12 is the Laks implementation of the entropy-stabilised multi-principal-element alloy concept pushed to its engineering limit. The composition — a near-equimolar blend of tungsten, chromium, vanadium, titanium, and zirconium — is designed specifically around the irradiation damage environment of a fusion first wall: 14 MeV neutron flux, high surface heat loads (up to 5 MW/m²), and thermomechanical cycling over a 30-year service life.
The configurational entropy of the five-element lattice suppresses vacancy cluster formation under neutron bombardment — the mechanism by which conventional tungsten swells and embrittles. In MS-12, displaced atoms have a higher probability of finding a nearby site with near-equivalent energy, enabling spontaneous recombination rather than clustering. Irradiation swelling is reduced by a factor of 4–6× versus pure tungsten at equivalent fluence, based on in-pile testing at the Stellar Furnace research reactor.
The alloy is produced in the Vacuum Arc Foundry (triple-melt sequence for homogeneity) and machined to final panel dimensions by electron discharge machining — conventional cutting tools cannot handle the hardness without accelerated wear.
Composition: W-Cr-V-Ti-Zr (near-equimolar). Vickers hardness: 620 HV. Thermal conductivity: 22 W/m·K at 600°C. Irradiation swelling: <0.5% at 50 dpa. Service temperature: 300–1,100°C. Production route: VAR triple-melt.
Superconducting wire requires a substrate that is mechanically robust enough to survive winding and handling, chemically inert enough to not contaminate the superconductor interface, and dimensionally stable enough over 4 K to 300 K thermal cycling that it does not delaminate the superconducting layer. MS-19 is the answer: a W-26%Re composite produced in the Levitation Foundry to guarantee zero crucible oxide contamination at the substrate surface.
Rhenium additions to tungsten suppress the ductile-to-brittle transition temperature from +200°C (pure W) to below −100°C in the W-26Re regime — making the wire drawable and windable at room temperature rather than requiring hot processing. The Levitation Foundry's cold-wall skull melting ensures the W-Re ratio is homogeneous to within ±0.3 wt% across the ingot cross-section: critical because Re gradients create local variations in the DBTT that cause wire fracture during coil winding.
Application: Substrate tape for REBCO coated-conductor fabrication at Highfield Magnetics. MS-19 tape is slit to 4–12 mm width, electropolished to Ra <0.1 µm, and shipped on precision spools for REBCO buffer stack deposition.
Composition: W-26Re. DBTT: <−100°C. Density: 19.7 g/cm³. Surface finish (as-slit): Ra <0.1 µm. Re homogeneity: ±0.3 wt% across ingot. Production route: Levitation Foundry (cold-wall skull melt) + precision rolling.
ALON-X is the production formulation of the Laks-Glass transparent armor system — a compositionally optimised aluminium oxynitride spinel (Al₂₃O₂₇N₅) produced via hot isostatic pressing in the Ceramic Foundry. The "X" designation denotes the extended-clarity formulation: a tightened powder purity specification (99.995% Al₂O₃ precursor, nitrogen-controlled sintering atmosphere) and a modified two-stage HIP profile that eliminates the residual porosity responsible for haze in conventional ALON production.
The result: 85% optical transmission (photopic) at 50 mm panel thickness. This specification is the threshold for practical use as a ship viewport — the human visual system can adapt to the slight tint, whereas haze (Mie scattering from sub-micron pores) is not correctable. ALON-X tiles pass this threshold; standard commercial ALON grades do not at this thickness.
Ballistic performance: ALON-X at 50 mm defeats 7.62×63 mm AP (M2) threats in conjunction with a glass-glass backing laminate. Panel weight: 102 kg/m² at 50 mm — equivalent areal density glass-ceramic would be 180 kg/m².
Composition: Al₂₃O₂₇N₅ (spinel). Optical transmission: 85% at 50 mm. Hardness: 2,000 HV. Fracture toughness: 2.1 MPa·m½. Density: 3.69 g/cm³. Ballistic: MIL-PRF-32432 Level IV equivalent. Production route: Ceramic Foundry HIP at 1,800°C / 200 MPa.
All conventional materials expand when heated and contract when cooled. This creates thermal stress at interfaces between components of different materials — the bimetal problem — and sets precision limits on instruments, optics, and dimensionally critical structures. FERRO-C is a carbon-iron metamaterial with engineered negative thermal expansion (NTE): it contracts when heated and expands when cooled, over a controllable temperature range.
The mechanism is not a material property of iron or carbon individually but an emergent geometric effect. Carbon nanotube struts — grown in the C-Forge to precise chirality and length specification — are arranged in a re-entrant lattice geometry and bonded into an iron matrix via the Ceramic Foundry CVI process. When the temperature rises, the nanotube struts pull the iron nodes inward rather than pushing them outward: macroscopic NTE from microscopic geometry.
By adjusting the nanotube strut geometry, the coefficient of thermal expansion can be tuned continuously from +8 × 10−6/K (conventional steel) through zero (invar-equivalent) to −5 × 10−6/K. Zero-CTE panels are used in Aetheric Sciences photonic chip packaging; NTE panels are used as passive compensators bonded to positive-CTE structures to produce net-zero assembly expansion.
Application: Precision optical mounts for Maxwell Continuum laser systems (where thermal drift of 1 µm in beam path length is unacceptable). Dimensionally stable structural frames for Aetheric Sciences quantum computing substrates. Phase Flash cryogenic heat-exchanger bonding layers, where the NTE behaviour is exploited at cryogenic temperatures.
CTE range (tuneable): −5 to +8 × 10−6/K. Matrix: iron (Fe). Reinforcement: CVD carbon nanotubes (re-entrant geometry). Density: 4.2–5.8 g/cm³ (geometry-dependent). Production route: C-Forge CNT growth + Ceramic Foundry CVI iron infiltration.
| ALLOY | SYSTEM | KEY FEATURE | PRIMARY CUSTOMER | FOUNDRY |
|---|---|---|---|---|
| MS-7 | Ti-Al intermetallic | 3.9 g/cm³, stable to 850°C | Lorentz Aerospace | Crystal + Ceramic |
| MS-12 | W-Cr-V-Ti-Zr HEA | 4–6× less irradiation swelling vs pure W | Stellar Furnace | Vacuum Arc (VAR) |
| MS-19 | W-26Re composite | DBTT <−100°C, Ra <0.1 µm | Highfield Magnetics | Levitation |
| ALON-X | Al₂₃O₂₇N₅ spinel | 85% transmission at 50 mm, MIL IV | Lorentz / Modular Habitats | Ceramic (HIP) |
| FERRO-C | CNT-Fe metamaterial | CTE tuneable −5 to +8 × 10⁻⁶/K | Maxwell / Aetheric / Phase Flash | C-Forge + Ceramic |
FIELD DISPATCHES
THE TYRANNY OF ENTROPY: WHY EVERY ALLOY IS A LOSING BATTLE
Metallurgy is the art of fighting thermodynamics and losing slowly. Every grain boundary in a metal is a defeat — a surface where crystalline order breaks down and atoms arrange themselves in configurations that are locally stable but globally costly. Every inclusion, every void, every solute atom sitting where it doesn't belong is disorder: entropy made manifest in the microstructure. The foundry is not a machine for making metal. It is a machine for losing the argument against entropy as slowly as possible.
The second law is relentless. A pure metal at absolute zero has a single ground-state configuration and zero entropy. Every degree of temperature you add, every impurity you introduce, every grain boundary you permit is a vote for disorder. Steel at room temperature is not the steel you want — it is a compromise between the steel you cast and the rust it is trying to become. The job of the metallurgist is to freeze in as much order as possible before thermodynamics catches up.
This is why heat treatment cycles matter so precisely. Quenching is violence: you cool the metal faster than atoms can rearrange, trapping a non-equilibrium microstructure that is harder and stronger than the equilibrium state. Tempering is negotiation: you let some disorder back in, relieving internal stresses that would cause brittle fracture, accepting a marginal loss of hardness in exchange for toughness. The entire science of heat treatment is a calibrated concession to entropy — giving back just enough order to prevent catastrophic failure while retaining as much as function requires.
Vacuum Arc Remelting represents the closest approach to thermodynamic perfection that industrial metallurgy has achieved. The process eliminates the two primary entropy sources in casting: atmospheric contamination and thermal non-uniformity. By melting in vacuum, dissolved gases — hydrogen, oxygen, nitrogen — are stripped from the melt before they can nucleate voids or form brittle oxide inclusions. By remelting through a controlled arc, the thermal gradient across the solidifying ingot is precisely managed, suppressing the dendritic segregation that makes large castings compositionally heterogeneous. The result is not a perfect metal. The result is a metal that failed less, fought longer, and gave up less ground to the second law than any competing process allows.
High-entropy alloys represent a philosophical inversion of this framework. Rather than fighting disorder, they embrace it at the compositional level — mixing five or more principal elements in near-equimolar ratios so that the configurational entropy of mixing itself stabilizes the solid solution against phase separation. You stop fighting thermodynamics and enlist it. The alloy is still imperfect. But the imperfection is engineered, not accidental. That is the closest the foundry comes to winning.
SINGLE CRYSTAL: THE MOST ORDERED OBJECT HUMANS MAKE
A conventional turbine blade fails at the grain boundary. The grain boundary is where two crystalline domains, grown independently and oriented differently, meet in a zone of atomic mismatch. Under cyclic thermal stress at 1400°C — the inlet temperature of a modern high-bypass turbofan — these boundaries are the first sites to crack. They are the weakest link in a structure that cannot afford weak links, because the alternative to the blade holding is the engine disintegrating.
The solution is to eliminate grain boundaries entirely. A single-crystal turbine blade is exactly what it sounds like: a casting in which the entire blade — root, airfoil, tip, internal cooling channels and all — is a single continuous crystal lattice. Every atom is aligned with every other atom. There are no boundaries where two domains meet at an angle, no misfit dislocations propagating under load, no high-diffusivity paths for oxidizing species to penetrate into the interior. The blade does not fail at grain boundaries because it has none.
The process that achieves this is Bridgman solidification, named for Percy Williams Bridgman, who won the 1946 Nobel Prize in Physics for work on high-pressure physics but whose crystallization technique turned out to have industrial consequences he didn't anticipate. In directional solidification, a mold containing liquid superalloy is withdrawn from a furnace at a controlled rate through a steep thermal gradient. Solidification begins at the bottom, where the metal is coolest, and propagates upward in a single direction. Grains nucleate randomly at the base, but only those aligned with their fast-growth crystallographic direction — the [001] direction in face-centered cubic nickel superalloys — can keep pace with the advancing solidification front. Misoriented grains fall behind and are overgrown. After the first few centimeters, only one grain survives.
The result is approximately 10²³ atoms — the Avogadro-scale population of a blade-sized nickel crystal — all oriented in the same direction, all participating in the same continuous lattice. This is the most ordered macroscopic object that industrial manufacturing produces. It is the physical embodiment of the thermodynamic argument for single-crystal metallurgy: that the energy invested in achieving perfect alignment is returned many times over in creep resistance, fatigue life, and thermal stability at temperatures that would destroy any polycrystalline competitor.
Metallic Sciences produces single-crystal nickel superalloy and refractory high-entropy alloy feedstock for exactly this application: the hot section of next-generation propulsion systems and the plasma-facing surfaces of fusion devices, where grain boundaries are not acceptable failure modes and the physics of ordered matter must be pushed to its practical limit.
RESEARCH REPOSITORY
Advanced materials and metallurgy.
The material substrates on which all other Laks technologies depend. Refractory high-entropy alloys engineered for extreme-temperature structural service, tungsten and tungsten composites for plasma-facing components in fusion reactors, bulk metallic glasses with amorphous structure for superior strength-to-weight ratios, radiation-hardened steels and oxide dispersion strengthened alloys for nuclear environments, and superconducting wire feedstock — Nb3Sn, NbTi, and REBCO tape — for Highfield Magnetics. Additive manufacturing of metals via laser powder bed fusion enables rapid prototyping of complex geometries. Every division in the Laks network depends on Metallic Sciences for the physical substrates that make their systems possible.
- Designing Ductile Refractory High-Entropy Alloys (Nature Reviews Materials, 2024) [Nature]
- Natural-Mixing Guided Design of Refractory High-Entropy Alloys with As-Cast Tensile Ductility (Nature Materials, 2020) [Nature]
- Ultra-Strong Tungsten Refractory HEA via Stepwise Controllable Coherent Nanoprecipitations (Nature Communications, 2023) [Nature]
- Research Status of Tungsten-Based Plasma-Facing Materials (Fusion Engineering and Design, 2023) [ScienceDirect]
- Discovering Tungsten-Based Composites as Plasma Facing Materials for Fusion Reactors (Scientific Reports, 2024) [Nature]
- A Brief Overview of Bulk Metallic Glasses (NPG Asia Materials, 2011) [Nature]
- High-Temperature Bulk Metallic Glasses Developed by Combinatorial Methods (Nature, 2019) [Nature]
- Improved Radiation Resistance in Metals via Adaptive Martensitic Transformation (Nature Communications, 2025) [Nature]
- A Review and Prospects for Nb3Sn Superconductor Development (arXiv, 2017) [arXiv]
- Development of Extremely High Current Density YBa2Cu3O7 Superconducting Wires for Fusion (Scientific Reports, 2021) [Nature]
- Dynamics of Pore Formation During Laser Powder Bed Fusion Additive Manufacturing (Nature Communications, 2019) [Nature]
- Mechanical Behaviour of Additively Manufactured Metals (Nature Materials, 2025) [Nature]